10000l 大容量反应釜在化学工业领域的实际运用及压力应对措施 -ag旗舰厅官方网站首页
伴随化学工业飞跃发展,具备优良性能与高效能的大型反应釜已成为全套工序的核心设备之一。本篇报告将集中讨论10000l大容量反应釜在化学工业领域中的实际运用及其所承受的压力及应采取的有效措施。
反应釜的基本功能与应用
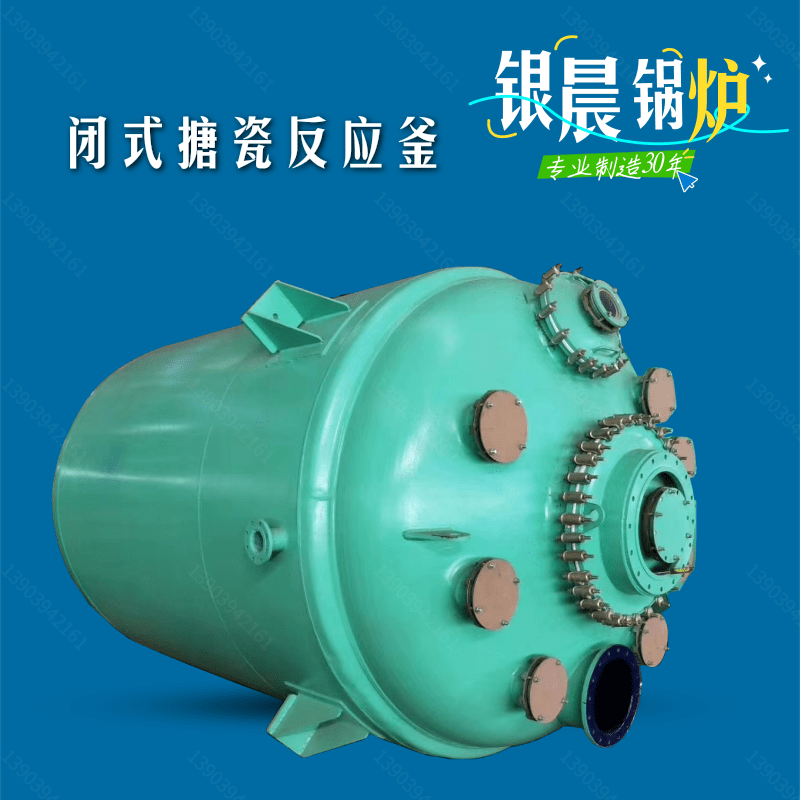
10000l反应釜投运于化工产业制造过程,主要用于化学反应,其设计及运行情况与制品质量、产量息息相关。以山东银晨锅炉有限公司研发的同款产品为例,其超大规模的容装能力,尤其适配高产能之需求。此设备运用尖端制造工艺,确保稳定可靠且耐久性强,广泛应用于制药、染料、食品等行业。
在实际运用过程中,10000升规格的反应釜能有效执行诸多科研级别的化学反应,例如聚合、酯化以及氢化等。得益于其高效性的传热及搅拌系统,反应过程得以更均匀且可控地完成,这无疑会提升产出物的品质与生产效率。此外,山东银晨锅炉有限公司所提供的反应釜还搭载了尖端的控制系统,支持远程监控与自动化操控,从而显著降低了人力成本并规避了操作风险。
面临的挑战与f66永乐国际ag旗舰厅的解决方案
尽管万升级反应釜具备众多化工生产优点,然而,设备维护、能效控制及安全管理等难题同样刻不容缓。首要问题在于,对这类大型设备实施定期保养与检修,方可维持可靠运转。对此,山东银晨锅炉有限公司提供全方位f66永乐国际ag旗舰厅的售后服务,包括定期设备检测以及即时技术援助,以确保用户安心使用。
首先强调,能耗管理乃化工工艺中不可忽视的要素。对于万升级别反应釜,其能效提升可通过改良热交换系统及选用节能材料达成。山东银晨锅炉有限公司在设计过程中反应釜 10000l,注重节能环保,选用高效绝热材料及节能型电动机,从而成功降低能源消耗。
未来发展趋势
伴随着科技革新及环保理念深入人心,飞速进展中的10000l反应釜必将以智能化与绿色化为未来发展重心。智能化层面,其增效提安可通过整合多种感应器与自动化操控系统来达成。而在绿色化方面,材质挑选与工艺精进亦需倾力,以降低环境负担。山东银晨锅炉有限公司,已向着这两大方向发起积极建设,矢志为广大客户提供更为高端、环保的设备产品。
总的来看,10000l反应釜在化工产业中发挥着关键作用,虽然存在一定挑战,然而通过持续的技术研发与调整能够提升其运行效力、安全性以及环保性能。对于大型反应釜在化工产业中的定位以及影响,您有何见解?欢迎在评论区分享您的观点,同时请为本文点赞并分享,以使更多人关注该领域的最新发展趋势。